Najpogostejše težave pri uporabi tračnih žag in kako jih odpraviti
V nadaljevanju smo za vas pripravili priročnik za odpravljanje morebitnih težav med procesom rezanja s tračno žago. Za lažjo prepoznavo problema je priročnik opremljen s sličicami ter ponujenem vzrokom ali rešitvijo. Poznamo več pomembnih indikatorjev tako za pravilni proces delovanja listov tračne žage kot tudi nepravilni. Proces rezanja je smiselno vedno opazovati. Še posebej pa na začetku ter v prvih 10 minutah rezanja po menjavi novega tračnega lista.
Najpogostejši problemi izvzeti iz prakse
Pravilna izbira tračnega lista in gostote zob
Nepravilna izbira tračnega lista in njegovih zob lahko vodi k prezgodnji obrabi ali težavam. Najpogosteje gre za neraven rez, prehitra obraba zob in pok žaginega traku. Posebej za ta namen smo spisali članek na tematiko izbira pravilnega tračnega lista.
Nastavitve tračne žage in parametri rezanja
Dolgoletna praksa kaže, da je v procesu rezanja vsaj četrtina težav povezana z tračno žago (strojem). Odkrivanje tovrstnih težav je ključnega pomena, saj morebiti problem z tračnim listom lažje izoliramo in odpravimo. Priporočamo pregled stroja, mehanskih delov in komponent ter čiščenje žage ob vsaki menjavi tračnega lista.
V primeru težav oziroma napačnih nastavitev stroja lahko list tračne žage rešimo pravočasno.
Poki traku žaginega lista so največkrat povezani s strojem zato je potrebno pregledati tehnično brezhibnost delovanja le tega.
Hlajenje
Izpostaviti moramo pomembnost prisotnega hladilnega sredstva med rezanjem. To velja še posebej pri rezanju polnega materiala večjih dimenzij in trdot. Šoba za emulzijo mora biti usmerjena v smeri rezanja in nastavljena tako, da curek pokrije čim večjo površino oz. prodre v rez.
Žična ščetka
Skrbi za sprotno čiščenje ostružkov iz utora zob, da so ob ponovnem zarezu v material čisti. S tem se prepreči varjenje okruškov v utorih in posledično zamašitev. Žična ščetka je sestavni del žage in je ključnega pomena za dolgo življenjsko dobo žaginega lista. Prepogosto, se pozabi pomembnost in menjava le te.
Odkrivanje in odpravljanje težav s tračnimi listi
Problem
|
Vzrok / Rešitev
|
Pok lista (Ravna razpoka kaže na obrabo lista)
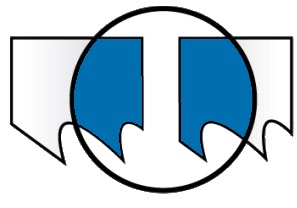 |
- Obrabljen tračni list
- Prenapetost lista
- Stranska vodila pretesna
- Premajhen premer koles stroja
|
Prehitra obraba zob
.jpg) |
- Narobe obrnjen list
- Nujno vpeljevanje lista
- Trde točke v materialu
- Nepravilno hladilno sredstvo ali pomanjkanje le tega
- Zmanjšati hitrost ali povečati pomik reza
|
Nepravilen rez (rez ni raven)
 |
- Obrabljeni zobje
- Prevelik pomik rezanja
- Nepravilna izbira zob
- Neenakomeren nanos hladilnega sredstva
- Povečaj napetost lista
|
Rezilo vleče v eno smer
 |
- Pretiran pomik rezanja
- Obrabljeni zobje
- Povečaj napetost lista
- Stranska vodila ohlapna ali predaleč narazen
- Premajhni zobje
- Ostružki ostajajo v kanalih zob
|
Varjenje ostružkov v kanalu zob
 |
- Nepravilno hladilno sredstvo ali pomanjkanje le tega
- Pretirana hitrost ali pomik rezanja
- Premajhni zobje
- Nedelovanje žične ščetke
|
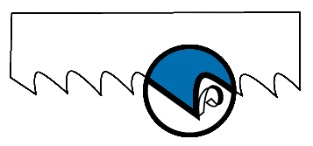
Lom zob (lom na hrbtni strani zoba kaže na vrtenje obdelovanca v primežu)
 |
- Nepravilna hitrost ali pomik rezanja
- Nepravilna izbira zob
- Preveri točnost ali poškodbo stranskih vodil
- Nedelovanje žične ščetke
- Vrtenje ali premikanje obdelovanca v primežu
|
Nepravilen zlom (kaže na premikanje obdelovanca)
 |
- Neenakomeren pomik rezanja. Hiter pomik ali sunek žage.
- Zobje v stiku z obdelovancem ob pričetku rezanja
- Obdelovanec ni čvrsto vpet v primež
|
Pomodreli zobje
 |
- Nepravilno hladilno sredstvo ali pomanjkanje le tega
- Uporabiti bolj redke zobje (večje)
- Povečati pomik ali zmanjšati hitrost rezanja
|
Krušenje – luščenje zob
 |
- Prevelik pomik rezanja
- Ostanek loma zoba v materialu
- Nepravilno hladilno sredstvo ali pomanjkanje le tega
- Trde točke v materialu
- Povečati hitrost rezanja
- Preveri delovanje žične ščetke
|
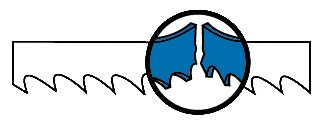
Razpoke med zobmi (kaže na pregoste zobe)
 |
- Najpogostejši vzrok so pregosti (premajhni) zobje. Potrebna izbira bolj redkih zob.
- Prevelik pomik reza
- Ostružki ostajajo v kanalih zob
|
Obraba na hrbtu rezila
 |
- Pretiran pomik rezanja
- Prenapetost lista
- Zgornja žagina vodila zablokirana,poškodovana ali obrabljena
- Tračni list drgne po kolesni prirobnici
|
Poskakovanje tračnega lista
 |
- Če list poskakuje v območju zvara je možen nepravilen zvara lista – popravilo zvara
- Poškodovano zgornje / stransko vodilo. List teče ob ležaju
- Pregosti (premali) zobje (rezanje z več kot 20 zobmi naenkrat)
- Povečati pomik rezanja
|
Groba površina reza, vibracije ali neobičajni zvok
 |
- Topo ali poškodovano rezilo
- Zmanjšaj pomik rezanja
- Nepravilan izbira kvalitete tračnega lista
- Premajhna upora tračnega lista. Stranska vodila morajo biti kar se da skupaj
- Nepravilna izbira zob
|
Znaki obrabe površine lista
 |
- Zobje lista tečejo po vodilu koles ali strankih vodilih.
- Kaže na izbiro nepravilne širine traku ali poškodovanega distančnega vodila
- Poškodovana - obrabljena vodila ali kolesa
- Trde točke v materialu
- Nepravilna napetost tračnega lista
|
Zvito rezilo (se opazi pri odrezanem listu na ravni površini)
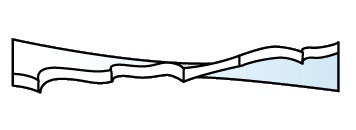 |
- Prenapetost lista
- Stranska vodila pretesna
- Premajhen premer koles stroja za debelino lista
- Vrtenje ali premikanje obdelovanca v primežu
- Pomanjkanje ali moteno dovajanje hladilnega sredstva
|
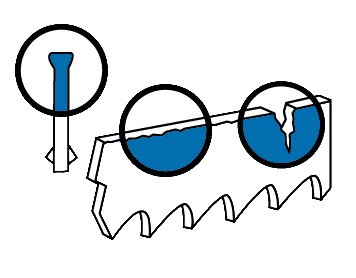
Opazovanje okruškov
Okruški ki nastanejo med žaganjem kovin so direkten indikator nastavljenih parametrov. Spremljate okruške med rezanjem s tračno žago ter prilagodite parametre po potrebi.
Oblika
ostružka |
Stanje
ostružka |
Barva
ostružka |
Hitrost
rezila |
Rezalni
pomik |
Drugo |
 |
Debel, trd
in kratek |
Modra ali
rjava |
Zmanjšati
 |
Zmanjšati
|
Preveri hladilno sredstvo |
 |
Tanek in
zvit |
Siva |
Primerno
 |
Primerno
|
|
 |
Prah
(drobljen) |
Siva |
Zmanjšati
|
Povečati
 |
|
 |
Tanek in
tesno zvit |
Siva |
Primerno
|
Zmanjšati
|
Preveri
izbiro zob |

Vaše proizvednje so avtomatizirane ter časovno optimalno zasnovane. Vendar enega zelo pomembnega področja še nimate avtomatiziranega!

Oblasti omejujejo uporabo biocidov in biostatov v procesnih tekočinah, kar je dobro za okolje in osebje, vendar pa povzroča težave za produktivnost in dobičkonosnost.

Diamantne rezalne plošče ALMO niso novost – že več kot desetletje navdušujejo profesionalce po vsej Sloveniji in širše. Njihova dolgotrajna prisotnost na trgu ni naključna. Temelji na zanesljivosti, kakovostnih materialih in stalnem razvoju v sodelov

Ste že kdaj zamenjali list krožne žage in opazili razlike že pri prvem rezu? Kakovostne krožne žage niso le dodatki k orodju – so ključni gradniki natančnega, varnega in profesionalnega dela.

Kadar brusimo kovine, to želimo storiti hitro in kvalitetno. Lamelni brusni disk je bistveni element vsake delavnice. Naj bo to za profesionalno uporabo ali domačo obdelavo materialov. Zaradi svoje večslojne strukture omogočajo učinkovito, enakomerno obrabo in hitro brušenje kovin.

Pomemben del industrijske avtomatizacije je vzdrževanje procesne emulzije. Ročen nadzor je počasen, dolgotrajen in v 90% primerih nepravilen. S avtomatizacijo hladilno-rezalne emulzije v kovinski industriji bodo vaše emulzije v odličnem stanju

Pri izdelavi kovinskih izdelkov se ne moremo izogniti praskam in nepravilnosti na površini. Poglejte, kako jih odstraniti in ustvariti industrijski finiš v samo treh korakih.

ER vpenjalni sistem je danes največkrat uporabljen sistem vpenjanja na industrijskih strojih.

Kvalitetno milo za odstranjevanje močne umazanije primerno za industrijske obrate, kot so proizvodnje, obrti, delavnice itd.

Naši žični navojni vložki so izdelani iz visokokakovostnega nerjavečega jekla iz kroma in niklja in zagotavljajo notranje navoje visoke trdnosti, ki so odporni na učinke temperature in korozije.

Naučite se kako popravite navoj v štirih enostavnih korakih.

Modularno vrtanje se nanaša na postopek vrtanja, ki uporablja sistem, kjer se različno komponente enostavno sestavijo in razstavijo, kar zagotavlja prilagodljivost in prilagodljivost pri vrtanju

Listi po meri za žage za kosti predstavljajo odlično izbiro za tiste, ki iščejo natančnost, trajnost in učinkovitost. Zagotavljajo natančne reze, večjo trajnost in produktivnost.

Uporaba pravilno koncentrirane rezalne emulzije je zelo zelo pomembna, saj direktno vpliva na uspešen proces delovanja. Uporablja se predvsem pri hlajenju in mazanju med obdelovanjem kovin. S pravilnim rokovanjem in vzdrževanjem se njena življenjska doba podaljša.

Pravilna skrb pripomore k podaljšanju življenjske dobo tekočine, običajno za 2 do 4-krat, zaradi česar je proizvodnja trajnejša. Neproduktivno ročno delo nadomesti avtomatizacija

Razvijajo se modernejši in sofisticirani CNC stroji, da bi zvišali produktivnost proizvodnje na višjo raven in pri tem zmanjšali vpletenosti človeka. A razvoj in tehnologija hlajenja in vzdrževanje hladilne tekočine temu ne sledi.

Dodajanje nevarnih biocidov je bila tradicionalna metoda za zaustavitev rasti bakterij in zavarovanje proizvodnje. Biocidi so močni toksini, ki ubijejo vsa živa bitja v tekočini, hkrati pa tvegajo tudi zdravje in varnost vseh zaposlenih v delavnici in okolici.

Z investicijo v napravo za vzdrževanje rezalne tekočino boste izboljšali kakovost proizvodnje. Izboljšala se bo tudi učinkovistost, saj naprave FluidWorker popolnoma prevzamejo nadzor in skrb nad vašo rezalno tekočino. Ob enem pa to zelo dobro delajo.

Nagovor strankam zakaj izstopamo od povprečja nas kot ponudniki tračnih listov za proizvodne namene.

Se sprašujete, katero strategijo bi morali izbrati, da bi ohranili nadzor nad bakterijami in plesnijo v svojih procesnih tekočinah? Navedli smo nekaj področij, za katera menimo, da jih je treba izpostaviti.

V tem članku se bomo seznanili kako pravilno uporabimo tračni list ter kako ga izkoristiti do največje mere.

Skrbimo da je naša ponudba široka ob enem pa, da jo sproti optimiziramo in dopolnjujemo če je to potrebno. Skrbimo tudi, da je kvaliteta listov kot tudi storitve konstantna ter, da so dobave nemotene.

Praksa kaže, da z pravilnim pristopom, nego in odnosom do orodij njihovo dobo delovanja podaljšamo ter tako dobimo kar največji izkoristek. To vsekakor velja tudi pri listih tračne žage.

Lahko imate najboljše tračne žage kar jih trg premore in najkvalitetnejše žagine liste pa vendar z nepravilno izbiro lista in gostote zob se vam ne obeta nič dobrega.

Izbira prave rezalne plošče je ključna za varno, hitro in natančno delo. Napačna izbira lahko vodi v poškodbe materiala, obrabo orodja in celo nevarnost za uporabnika.

Vozički za orodje poskrbijo za varno, pregledno in mobilno shranjevanje vašega orodja. Odkrijte kakovostne vozičke različnih velikosti in konfiguracij.

Svedri za beton in udarni svedri: razlika, SDS-plus vs. SDS-max, kako izbrati pravi premer in dolžino, napake pri vrtanju, vzdrževanje ter pogosta vprašanja.

Kljunasta merila omogočajo natančno merjenje notranjih, zunanjih dimenzij in globin. Preveri vrste, uporabo in nasvete za pravilno izbiro in vzdrževanje.

Nasveti za varno in učinkovito povečevanje obstoječih lukenj s svedri: zakaj dvorezni svedri povzročajo težave?

Praktični nasveti za vrtanje: izbira pravega svedra, pravilna hitrost, hlajenje, odvajanje odrezkov in globoko vrtanje. Spoznajte uporabo spiralnih, jedrnih in paraboličnih svedrov.

Osnovna pravila za rezkanje: kako izbrati pravilne hitrosti in pomike glede na trdoto materiala, togost orodja in zahteve za končno površino. Nasveti za podaljšanje življenjske dobe rezkarja.

Praktični nasveti za vrezovanje navojev: pravilno mazanje in hlajenje, optimalne hitrosti, uporaba ročnih in strojnih navojnih svedrov, razlika med ravnimi in spiralnimi navoji za učinkovito varno delo.

Praktični nasveti za povrtavanje: tolerance, hitrosti, podajanja, mazanje in ostrenje povrtal za natančno obdelavo lukenj.

Pregled površinskih obdelav in premazov orodij: lastnosti, prednosti in priporočene uporabe za optimalno zmogljivost rezalnega orodja.

Spoznajte, kako izbrati pravi sveder glede na material, namen in kakovost. ALMO ponuja širok izbor svedrov za kovino, beton, les in druge materiale.

Spoznajte, kako izbrati pravi kotomer (analogni ali digitalni), njihove vrste, uporabe ter praktične nasvete za natančno merjenje kotov. ALMO – kotomeri.

Grezila so specializirana rezalna orodja, namenjena natančnemu grezenju izvrtin.

Rezkarji so kakovostna rezkalna orodja za natančno obdelavo kovin in drugih materialov. V ponudbi ALMO najdete HSS, HSSE in VHM rezkarje za profesionalno in industrijsko uporabo.

Merilna ura je ključni merilni instrument za natančno zaznavanje majhnih odstopanj v strojništvu, proizvodnji in kontroli kakovosti. Najpogosteje se uporablja za merjenje pomikov, preverjanje ravnosti in centriranje obdelovancev, pri čemer omogoča ze

Podložni trakovi in folije so nepogrešljivi elementi v industriji, kjer je potrebna natančna nastavitev, izravnava in kompenzacija toleranc. Uporabljajo se predvsem v strojništvu, proizvodnji in montaži, kjer omogočajo natančno prilagajanje višine ko




